

東晟產品分類
液壓油缸中液壓密封件產品的安裝方法
來源:廣東東晟密封科技有限公司更新時間:2017-04-06
液壓油缸中液壓密封件產品的安裝方法
核心提示:本文主要介紹了液壓油缸中密封圈產品的安裝方法。液壓缸是將液壓能轉變為直線運動機械功的一種轉換的液壓執行元件。安裝前,應首先檢查密封件表面質量,密封件產品的幾何尺寸和精度都要符合標準要求。
安裝液壓油缸密封圈產品的方法:
安裝前,應首先檢查密封件產品的表面質量,不得有飛邊、毛刺、裂痕、切邊、氣孔和疏松等,密封件產品的幾何尺寸和精度都要符合圖紙設計的標準要求。
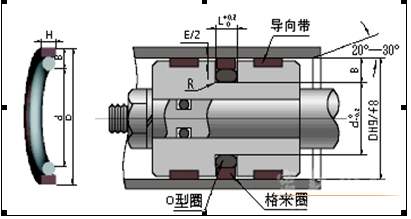
孔用組合密封圈由O形圈和耐磨環組成(見圖1)。
由于O型密封圈彈性較大,安裝比較容易;而耐磨環的彈性就較差,如果直接安裝在活塞的各個臺階、溝槽上,很容易劃傷其密封表面,影響密封效果。為確保耐磨環安裝時不受到損壞,應采取一定的安裝措施和工具。耐磨環主要由填充聚四氟乙烯(改性PTFE)材料制成,具有耐腐蝕的特性,熱膨脹系數較大,因此安裝前先將其在100℃的油液中浸泡20分鐘,使其逐漸變軟,然后用圖2所示工裝將其裝入活塞的溝槽中。
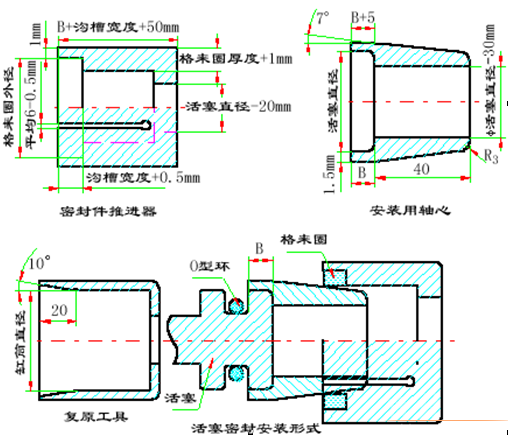
圖2
圖2所示工裝由定位套和漲套組成。定位套頭部有5o倒角,用于引導O型密封圈和耐磨環裝入活塞端部溝槽。漲套由彈性較好的65Mn鋼經熱處理制成,加工成均勻對稱的8瓣結構。需要注意的是,加工各瓣底部的小孔時,分度要均勻,銑開各瓣時應使鋸口對準小孔,以保證漲套各瓣能均勻漲開。同時各部位都應進行(光滑)倒角,以免損壞密封圈。
每一種規格的密封圈都應有一套對應的工裝來保證其裝配要求。安裝完成后不允許密封圈有折皺、扭曲、劃傷和裝反的現象存在。
圖3 液壓缸缸筒
圖3所示為液壓油缸缸筒,缸筒上的螺紋孔常安排在工序之后加工,這樣就不可避免地要在螺紋孔出口與缸筒內壁的交界處產生毛刺。為毛刺,設計制做專用對其進行加工,達到光滑過渡的目的。專用結構。使用時,先將刀桿從螺紋孔中插人,然后從側面將刀頭安裝在刀桿上,旋轉刀桿即可將毛刺除掉并加工出光滑完整的表面。
另一類密封件產品是聚氨酯材質的Y型密封圈因其具有高硬度、高彈性、耐油、耐磨和耐低溫等優點,廣泛用于液壓油缸中。它的內、外唇根據軸用或孔用可制成不等高形狀,以起到密封和自身保護的作用。不等高唇Y形圈,其短唇與密封面接觸,滑動摩擦阻力小,耐磨性好,壽命長;長唇與非相對運動表面有較大的預壓縮量,工作時不易竄動。
由于聚氨酯材質的Y型圈硬度高、預壓縮量大,在安裝、更換時常常會造成密封圈被擠破、翻卷和咬邊等損壞現象,從而起不到應有的密封效果,甚至失效。裝配時,我們曾用螺絲刀將密封唇沿缸徑往里壓;或用細鐵絲將密封圈的外唇捆緊,使其外徑小于缸的內徑,然后將密封圈送入缸內,再將細鐵絲抽出。但這兩種裝法都容易將密封圈劃傷,導致密封失效,增加維修時間。針對這種情況,我們用0.lmm厚的冷軋鋼帶或銅皮將其剪成長方形,其長度等于Y形圈外徑的周長,然后用它將密封圈裹緊,再一點一點地送入液壓缸缸筒中,待外唇口全部進入缸筒后再將其抽出,安裝效果較好。



